Discover an integrated approach to test the parts of the electrified future with a test system as smart as the part being tested. Our focus is on meeting the electrification revolution with software-defined platforms and a team capable of deploying those platforms for a range of customers. Signal.X has assembled a team of engineers, project managers, and controls experts that can provide a range of solutions to builders and end customers. Our history with noise and vibration augments this expertise by understanding the nuances behind building a machine that is repeatable and discriminatory in a production setting.
Measure your part, not your machine. As easy as it is to say, this is actually the hardest thing to get right in a production machine, and it is even more critical on an NVH machine. The team at Signal.X brings our experience as mechanical engineers and NVH experts to work with you to build a machine that is repeatable, reliable, and sensitive. From concrete-filled bases to high-accuracy spindles, we understand what makes a machine successful. Using the acquisition system of Shield, we can take advantage of our own accelerometer probe designs, force reaction plates, microphones, torque sensors, and much more.

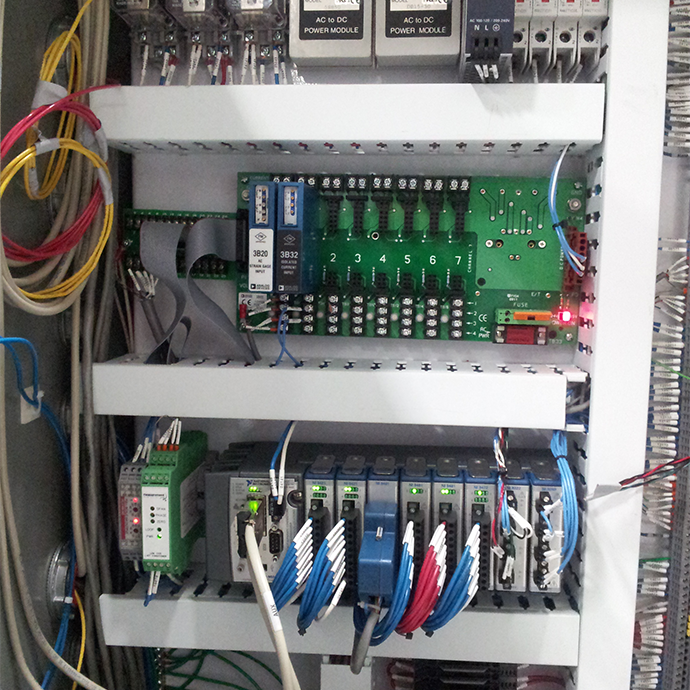
Controlling a production test system requires a multi-disciplinary team that brings together electrical, mechanical, hydraulic and controls knowledge. Done correctly, end-of-line test systems operate reliably day in and day out, while maintaining the level of flexibility needed to add new models, facilitate troubleshooting of components, and provide the correct level of insight into the machine performance and health. Production test systems require a level of reliability that is uncompromising and never-ending. At Signal.X, our team of engineers and developers can create the systems necessary for successful machine controls design and execution.
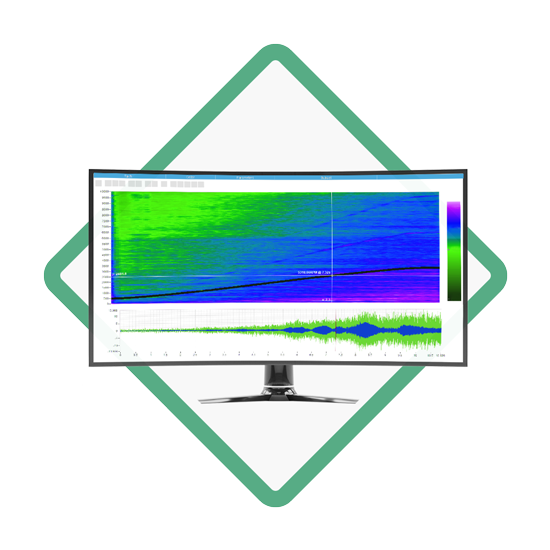
It is not enough to focus on NVH, duplicating what you see in the lab or in the vehicle. In an automated plant setting, there are other factors to take into account. In our experience, metric-based decision making for NVH in an end-of-line tester focuses on several main areas: discrimination, repeatability, dynamic range, distribution, stability, understandability and diagnostic aid. The team at Signal.X represents NVH professionals who understand the fundamentals of NVH signal processing and its application to the production line. Our services and products reflect that experience that is applied to machines that we commission, customers we help and tools we provide.
Automotive components are becoming more complex, with integrated and active control units as a standard part of the subsystem. Production testers must be able to configure and control these parts in addition to testing their functionality and performance. Signal.X has extensive experience supporting standard automotive bus protocols. This can range from importing a simple *.dbc file to acquire a few channels, to integrating CAN, LIN, SPI, SENT, and other low-level protocols as part of a test system, all synchronized to the analog data. Our systems bring together high-speed analog data with all of the networked data sources for a single synchronized data file that can be processed to pass/fail using our Shield platform.

From Signal.X’s inception we have learned how to apply universal concepts of data management, metric-based design, data reuse and process improvement to the plant floor. Our focus has been on implementing practical, pragmatic methods and technologies that benefit the plant. In the area of manufacturing test, we believe this fundamentally is about managing the flow of information, the reuse of datasets, and “closing the loop” with your manufacturing process. Our vision is that a production test engineer has the insights at his or her fingertips not just to keep machines running, but to drive process and product improvements based on the knowledge from our suite of tools for control, collection and collaboration.
Contact us today to discuss what solutions could benefit your exact needs.